



Spawarka inwertorowa Lincoln Electric Invertec 275TP
Produkt dostępny na zamówienie
Chcesz dowiedzieć się o aktualnej cenie produktu?
Zadzwoń: +48 793 015 814, +48 724 759 907 lub napisz: biuro@reweld.pl
Lincoln Electric INVERTEC 275TP
BROSZURA INFORMACYJNA – kliknij by zobaczyć
INVERTEC® 275TP to inwertorowe źródła prądowe TIG nowej generacji, to następny krok w dziedzinie profesjonalnego spawania, które pozwalają zwiększyć wydajność dzięki udoskonaleniu produktywności procesów spawalniczych. Źródła prądowe INVERTEC® zostały zaprojektowane w oparciu o najnowszą, energooszczędną technologię inwertorową, która umożliwia pracę nawet w najbardziej wymagających warunkach środowiskowych dzięki swojej unikalnej budowie. By uzyskać wyjątkową wydajność spawania, INVERTEC® 275TP wykorzystuje cyfrowy system komunikacji oraz wbudowane narzędzia, takie jak USB, umożliwiające dokładne śledzenie i monitorowanie prac spawalniczych.
Modularny system INVERTEC® 275TP to: źródło prądowe 270A@40%, COOL ARC® 27 – nowa, lekka, kompaktowa chłodnica o podwyższonej wydajności chłodzenia, CART 24 – nowy metalowy wózek 2-kołowy o bardzo solidnej konstrukcji, umożliwiający doskonałą mobilność i przemieszczanie systemu w najtrudniejszym środowisku pracy spawacza.
PROCESY: GTAW, GTAW Puls, SMAW, SMAW Puls
DANE TECHNICZNE:
Prąd spawania/ Sprawność: 270A/40%; 230A/60%; 200A/100%
Zasilanie: 400V
Zabezpieczenie sieci: 16A
Zakres regulacji prądu: płynny 5-270A
Wymiary: 360 mm x 230 mm x 498 mm
Waga: 16 kg

![]()
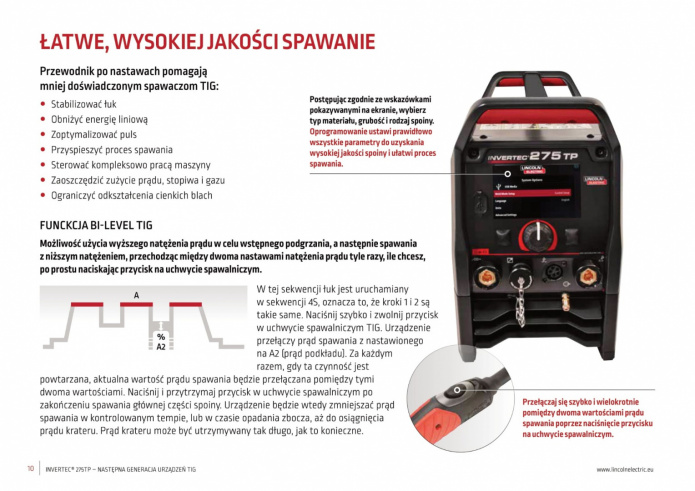
ŁATWE, WYSOKIEJ JAKOŚCI SPAWANIE
Możliwość użycia wyższego natężenia prądu w celu wstępnego podgrzania, a następnie spawania z niższym natężeniem, przechodząc między dwoma nastawami natężenia prądu tyle razy, ile chcesz, po prostu naciskając przycisk na uchwycie spawalniczym.
Funkcja BI-Level TIG
W tej sekwencji łuk jest uruchamiany w sekwencji 4S, oznacza to, że kroki 1 i 2 są takie same. Naciśnij szybko i zwolnij przycisk w uchwycie spawalniczym TIG. Urządzenie przełączy prąd spawania z nastawionego na A2 (prąd podkładu). Za każdym razem, gdy ta czynność jest powtarzana, aktualna wartość prądu spawania będzie przełączana pomiędzy tymi dwoma wartościami. Naciśnij i przytrzymaj przycisk w uchwycie spawalniczym po zakończeniu spawania głównej części spoiny. Urządzenie będzie wtedy zmniejszać prąd spawania w kontrolowanym tempie, lub w czasie opadania zbocza, aż do osiągnięcia prądu krateru. Prąd krateru może być utrzymywany tak długo, jak to konieczne.
| Zasilanie | 400 V |
|---|
 Aluminizowana osłona na rękę WELDAS
Aluminizowana osłona na rękę WELDAS  Drut spawalniczy do stali nierdzewnej TYSWELD 308 LSi fi 1,0 szpula 15 kg
Drut spawalniczy do stali nierdzewnej TYSWELD 308 LSi fi 1,0 szpula 15 kg  Półautomat spawalniczy TECNO MIG 286 PULSE SYNERGIC LCD
Półautomat spawalniczy TECNO MIG 286 PULSE SYNERGIC LCD  Rękaw spawalniczy WELDAS kpl.
Rękaw spawalniczy WELDAS kpl.  Tarcza do cięcia ANDRE 125 x 2,5 Standard
Tarcza do cięcia ANDRE 125 x 2,5 Standard